欢迎光临长沙聚才机电设备有限公司!
咨询热线:400-8017-812




长沙聚才机电设备有限公司
服务热线: 4008017812
传 真:0731-84688691
地 址:湖南省长沙市岳麓区文轩路27号麓谷企业广场F3栋1603室

●纵向配置装配有高精度齿条的专用T型轨道,器运行的平稳及精准。其工作端面采用磨削工艺,保证了机器运行的平稳及精准。
|
|
整机展示图片:

二、基本配置

龙门数控火焰等离子切割机数控系统采用两轴数字控制,适用于氧燃气和等离子切割加工行业。该控制系统轻巧便携,操作简单,容易上手,全部操作具有菜单或图形提示,操作简单、方便。全部按键开关人性化设计,舒服便捷;控制箱边侧设有USB接口,方便导入或导出文件;由ARM和DSP专用电机控制芯片构成核心控制系统,液晶图形显示、文件操作、系统自配置等方便易懂,DSP控制电机使得切割过程更加稳定可靠。

F2300型切割机数控系统
1.系统介绍
本系统是由上海交通大学开发的切割机两轴数字控制器,适用于氧燃气和等离子切割加工行业。全部操作具有菜单和图形提示,功能完善,操作简便,容易上手。系统采用高速ARM9和DSP控制结构,使切割过程更加稳定可靠。
2.系统配置
◇显示屏:10.4寸800*600高分辨液晶屏,26万色彩色液晶
◇CPU: 工业级ARM9芯片
◇文件存储:电子存储盘1G
◇内存: 256M
◇外部接口:USB
◇键盘: PCB贴膜键盘,PS2接口。进口欧姆龙按钮
◇机箱: 全钢结构完全屏蔽,防电磁辐射、抗干扰、防静电
3.系统特点
◇控制轴数:2轴联动
◇控制精度:± 0.001mm
◇坐标范围:± 99999.99mm
◇较大脉冲频率:200KHz;较高运行速度:15米/分钟
◇较大程序行数:15万行
◇较大单个程序:6M
◇时间类分辨率:10ms
◇系统工作电源:DC +24V直流电源输入
◇系统工作环境:温度-10℃至+60℃;相对湿度0-95%无凝结
4.系统接口
◇ 15芯公头两轴电机驱动接口
◇ 25芯母头16路光电隔离输出,较大倒灌电流300mA
◇ 25芯公头16路光电隔离输入,较大输入电流300mA
◇ 前面板内置USB接口,方便用户传输切割代码
◇ 扩展IO输入输出端口;PWM输入端口;模拟输入端口;编码输入端口
5.系统功能
1全中文/英文菜单系统,中英法文一键切换;
245种常用图形库(包括网格图形),可选择设置片尺寸和孔尺寸;
3支持EIA代码(G代码)及FastCAM,FreeCAM,文泰,PM2000等各类套料软件;
4图形比例、旋转、镜像、矩阵排列、交错排列、重复排列;
5图形钢板校正;
6可自定义坐标系,支持两维坐标的所有八种可能;
7可自定义全部输入输出端口的类型(常开或常闭)和编号;
8可自诊断系统所有IO状态和按键状态,方便检查和排除故障;
9可单个或全部导入导出文件;
10参数备份和在线升级;
11支持氧燃气、等离子、喷粉和演示4种模式;
12各类加工参数齐全,可满足不同工艺需求;
13氧燃气和等离子IO分开控制;
14等离子弧压反馈,定位反馈,转角自动关闭弧压调高,防止扎枪;
15支持边缘切割、偏移切割;
16运动中可实时加速、减速;
17根据钢板厚度,在转角处可自动限速,有效防止过烧;
18选行和选号;
19动/静态加工图形显示,图形放大/缩小,放大状态下动态跟踪切割点;
20具有断电、断点保护记忆功能;
21可设置不同的管理权限和相应的密码,维护管理层的权益;
22系统在线升级,免去售后负担
本机采用原装日本松下高精度伺服电机,新A5系列
电机类型:松下Parasitic A5系列伺服驱动电机;
产地:日本 
电机功率:配合伺服功率;
电机特点:全封闭、免维护、功率大、动力强、
瞬间加速及制动快、噪音小;
编码器分辨率:10000线
伺服减速机:(耐孚)

等离子弧压自动调高控制器(XPTHC-100III)

>>产品特点
XPTHC-100III继承了100II型调高器高可靠性的特点,具有原XPTHC-100II的所有功能,且性能更优,主要特点如下:
1、操作界面从新设计,增加了多种实用的指示功能,如碰撞指示、上升下降指示等,界面美观,功能更全。
2、对抗干扰方面作了重新设计,抗干扰性能更强。
3、增加了动态穿孔功能,适用于各种大型等离子切割,可延长易损件寿命。可接受电平信号和脉冲信号进行动态穿孔控制,使用灵活。
4、外形和控制电路保留了原XPTHC-100II型的特点,能互换。
>>技术参数

点火装置:(1套)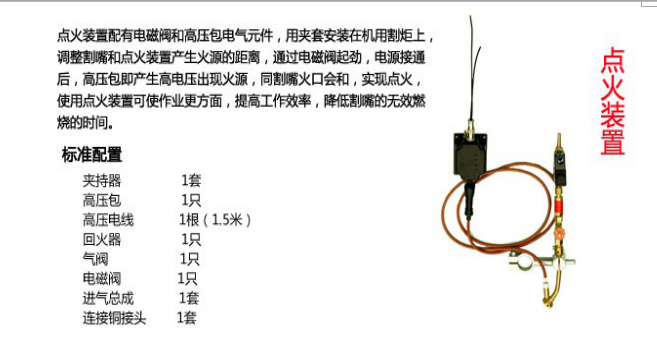

套料软件
适用范围:标配软件为FASTCAM (中文标准版)
针对数控切割机,包括火焰、等离子、激光和水刀等数控切割机,用于任意形状零件的绘图、编程、套料、校验和数控切割。
可将CAD图形或电脑绘制图形转换为切割零件用的G代码,将G代码文件存入优盘,输入到切割机中,系统自动将G代码转换为切割程序。
本产品配USB接口,方便程序传输。在套料软件中设置割缝补偿值。
编程软件ZZ-TL (可选配FASTCAM) 基于AutoCAD的自动编程与套料系统。ZZ-TL是专为各种数控切割机配用的切割软件,该软件能较大限度的帮助用户轻松完成各种复杂零件的绘制、编程、套料,不仅使用方便,同时也带来了明显的经济效益。
①绘图方法:利用AutoCAD强大的绘图功能进行零件图的绘制和套料,并能通过DXF、DWG文件数据的处理,自动生成所需切割代码。
②工艺处理:切入点可选择边切入或拐角切入;切入方式可选择圆弧切入或直线切入;割缝补偿功能可以计算出火焰中心点的实际切割轨迹;可以任意设定切割路径和方向。
③套料手段:基于AutoCAD能对零件图随意进行平移、旋转、复制、镜像、缩放、图阵列等操作。可通过窗口技术局部放大处理。
④屏幕仿真:对各种实际切割过程都能在屏幕上模拟加工轨迹,仿真切割过程,并能任意缩放、移动。
机械部分
1、升降机构(滚珠丝杠传动) 2套
兆展专利移动体

优势:比数控切割机行业通用的普通丝杠传动速度更快,使用寿命更长,等离子切割弧压感应更灵敏。
升降调节装置:升降装置为同行较优,采用减速直流电机,带动割炬升降,其中影响整机切割精度的关键部位:升降机构导向杆选用双圆柱直线进口导轨,从而保证上下方向运行平稳可靠的垂直度
简单描述:用于火焰和等离子割切割的升降机构
2、纵向双边伺服驱动装置和横向联动伺服驱动(采用拖链式):
纵向工作精度和定位精度的要求比较高,机器采用了高精度齿轮、齿条传动,齿轮、齿条间的啮合为弹簧压紧式,这样一方面可以减少啮合误差,同时也提高的传动的平稳性。机械的加工精度和安装精度是保证主机工作精度的必要条件,配上高精度的精密行星齿轮箱和交流伺服系统,在CNC数控系统的控制下,加上数控系统对速度和位置的检测,很容易控制机器的工作精度。
主端架两端分别装有水平导向轮,齿条面方向为固定导向轮,反面为偏心导向轮,利用偏心轮可调整端架底部与导轨的直线度,使门架在运动中保持稳定的直线导向。主、副端架的两端还分别装有导轨刮削系统,在机器运行时随时刮扫在导轨表面的杂物,保证机器的正常运动。
设备机械结构
●横梁采用双层特质铝合金型材结构,铝合金型材经过去应力处理和表面氧化处理,保证刚性高,强度大耐腐蚀,保证运行精度。
●割炬升降体连接的线缆拖挂,采用拖链式,以保证气管、电线等得以良好的保护;
●横梁升降体的横向移动采用一主多从的移动方式,最多可以安装2个升降体,即2个割炬,每个升降体均带有割炬及割炬的升降机构;
●纵向采用双边驱动方式;
●纵向配置装配有高精度齿条的专用T型轨道,器运行的平稳及精准。其工作端面采用磨削工艺,保证了机器运行的平稳及精准。
设备主要部件配置明细表
项目NAME 内容CONTENT 数量NUMBER 产地MADE IN 备注
操作系统CONTROLER F2300A 1 SET 上海 上海方菱
伺服电机SERVO MOTOR PANASONIC 3 SETS 日本 MSMD042G1U
伺服电机驱动SERVO DRIVER PANASONIC 3SETS 日本 MBDHT2510E
减速机REDUCTION GEARS NS60-40 3SETS 上海 耐浮
电磁气阀SOLENOIL OPERATDE AIR VALVE AIRTAC 3 SETS 台湾 2V025-08
DC-24V
电控箱ELECTRIC CABINET ELECTRIC COMPONENTS 1 GROUP 上海 上海兆展
软件SOFTWARE FASTCAM (中文标准版) 1 SET 中国
升降体 LIFTING BODY 滚珠丝杆传动 2 SET 中国
继电器RELAY OMRON 日本 G2R-1A-E DC24
G2R-2 DC24
机械部件MACHINERY PARTS BEAM AND TRACKS 中国 上海兆展
OPTIONAL PARTS LIST
NAME CONTENT NUMBER MADE IN REMARK
等离子弧压调高PLASMA THC XPTHC-100III 1 SET 深圳 选配
随机技术资料及备件
1. 基础图:1份(合同签订后由我公司技术部门提供)
2. 下料工作台图:1份(合同签订后由我公司技术部门提供)
3. 操作使用说明书:1份
4. 编程软件使用说明书:1份
5. 控制系统配线图:1份
6. 产品合格证:1份
7. 装箱单:1份
设备工作环境的要求
1 环境温度 0℃-50℃
2 相对湿度 <90%无冷凝
3 周边环境 通风.无较大冲击
4 电源电压 等离子AC380V±10%,机床AC220V±10%
5 电源频率 50HZ/60Hz
6 设备耗电量 3000W
7 氧气气源压力 1.2MPa
8 燃气气源压力 0.1MPa
主要技术指标
1 横向有效切割范围 2500mm
2 纵向有效切割长度 6500mm
3 驱动方式 伺服双边驱动
4 整机运行速度 0-8000mm/min
5 割炬升降距离 ≤150 mm
6 设定速度误差 ≤±5%
7 主导轨的直线度 ≤±0.2 mm/1000mm
8 主导轨的纵向水平度 ≤±0.2mm/1000mm
9 两导轨之间的水平度 ≤±0.5 mm/1000mm
10 两导轨之间的平行度 ≤±2 mm/轨距
11 整机综合精度
(以右综合图形为准)边长(四边)500╳500mm
速度500-900mm/min



